Пайка, припои, флюсы
19.05.2021 423 0
Пайка – это процесс, при котором изделие соединяют с помощью припоев, температура плавления которых ниже, чем температура плавления соединяемых деталей. Это основное отличие пайки от сварки. Для пайки применяют мягкие и твердые припои. Температура плавления твердых припоев – 800–900 °C, поэтому в домашних условиях для получения герметичного шва используют мягкие припои. Температура плавления их ниже 400 °C. Мягкие припои могут состоять из чистых металлов или сплавов. В расплавленном состоянии они должны легко растекаться и хорошо заполнять места спайки. Припои различаются температурой плавления. Один из наиболее легкоплавких припоев, который применяют для пайки полупроводников и стекла, – это сплав Вуда. В его состав входят олово, свинец, висмут, ртуть; температура плавления – 60 °C. Припоем ПОСК-50-18, состоящим из олова, кадмия и свинца, с температурой плавления 145 °C, паяют радиоаппаратуру. Универсальным припоем является ПОССу35-0,5. Он состоит из олова, сурьмы и свинца и плавится при 245 °C.
Дешевым и достаточно крепким припоем считается третник (2/3 свинца и 1/3 олова). Его легко получить самому. Вначале расплавляют олово, а затем добавляют к нему свинец. Расплав выливают на отрезок стального уголка, чтобы при застывании припой приобрел форму прутка. Если приходится самому изготовлять припой, то при расплаве компонентов нужно начинать с наиболее тугоплавкого.
Флюсы очищают поверхность от окислов и предупреждают ее окисление в процессе пайки. Качество пайки определяется текучестью припоя и зависит в первую очередь от активности флюса. По степени активности флюсы разделяются на три вида: некоррозийные (НК), слабокоррозийные (СК) и коррозийные (К). Некоррозийные флюсы малоактивны, они могут растворить только пленку окислов меди и ее сплавов. Остатки некоррозийных флюсов не вызывают коррозии, поэтому их широко используют при пайке электро– и радиоаппаратуры. Наиболее распространенным некоррозийным флюсом является канифоль и ее растворы. К некоррозийным флюсам также относятся воск, вазелин, стеарин.
Канифоль растворяет окислы при температуре 200–300 °C, т. е. способствует пайке. Но при температуре 310 °C она обугливается и затрудняет ее.
Слабокоррозийные флюсы более активны и лучше очищают поверхность. Они легко испаряются и разлагаются при пайке. Пары или остатки этих флюсов могут вызвать коррозию спаянного соединения, поэтому для ослабления коррозийного действия к этим флюсам добавляют канифоль, вазелин, стеарин, а после пайки их остатки тщательно удаляют. К слабо-коррозийным флюсам относятся некоторые органические кислоты, минеральные масла, глицерин и животные жиры.
Наиболее химически активны коррозийные флюсы. Их применяют преимущественно для пайки черных и цветных металлов со стойкой окисной пленкой. Но эти флюсы вызывают коррозию около шва спайки, поэтому после пайки их тщательно удаляют. Наиболее распространенный флюс этого вида – водный раствор хлористого цинка, к которому добавляют нашатырь, канифоль, вазелин и т. д.
Хлористый цинк в домашних условиях готовят, растворяя цинк в соляной кислоте. Для этого в стеклянную посуду кладут кусочки цинка (для этой цели годятся очищенные корпуса от использованных батареек) и заливают их соляной кислотой. Кислота должна только покрывать цинк. Цинк следует добавлять постепенно до полного прекращения его растворения. Прекращение выделения водорода является показателем прекращения реакции. Когда раствор отстоится, сливают его прозрачную часть и добавляют к ней такое же количество воды.
...
Внимание! С соляной кислотой нужно работать в резиновых перчатках, на открытом воздухе и вдали от источников огня: попадая на кожу, она вызывает ожоги, а пары, образующиеся при реакции кислоты с цинком, вредны для дыхательных путей и взрывоопасны. Раствор хлористого цинка менее опасен для здоровья. Его можно хранить долгое время в стеклянной посуде с притертой пробкой.
Перед началом пайки прежде всего необходимо подготовить паяльник к работе. Для этого рабочий конец паяльника хорошо очищают личным напильником от окислов, одновременно придавая ему клиновидную форму. Если рабочий конец покрыт припоем, его не очищают.
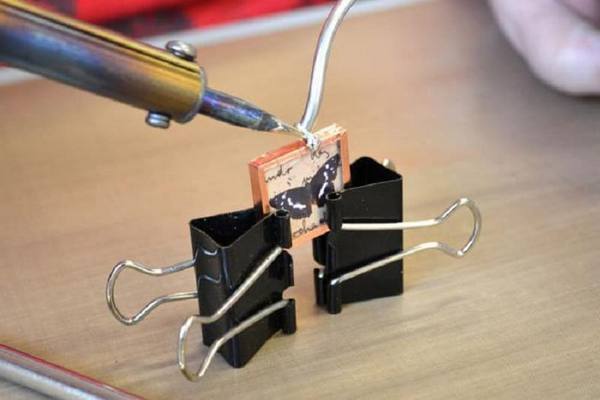
Места, которые нужно спаять, зачищают и подгоняют так, чтобы они плотно прилегали друг к другу. Зачищать их нужно до чистого металла, т. е. полностью удалять окислы, эмаль (на посуде), лаковую изоляцию (на проводах) и т. д. Если необходимо запаять в посуде отверстие диаметром больше 4–5 мм, в него нужно вставить кусочек луженого металла (от консервной банки). Лучше всего, когда между вставкой или другой припаиваемой деталью зазор будет не более 0,3 мм. Припой наносят на место пайки нагретым и залуженным паяльником. При пайке к детали прикасаются не острым краем рабочего конца, а плоским боком, чтобы увеличить площадь контакта. Паяльник прогревает деталь, и припой растекается по поверхности, предварительно обработанной флюсом. Если деталь массивная и трудно прогревается паяльником, то используют электроплитку или электроутюг (его переворачивают, закрепляют ручку в тисках и на разогретую подошву кладут спаиваемые детали). В крайнем случае детали разогревают на газовой печке или паяльной лампой.
Паяльник залуживают в растворе хлористого цинка, канифоли или другом флюсе. Для этого разогретый рабочий конец паяльника на мгновение опускают в раствор флюса и сразу же прикасаются к припою. Электрический паяльник удобно лудить в углублении, сделанном в красном кирпиче, куда предварительно кладут кусочки канифоли и припоя. Если рабочим концом паяльника потереть о кирпич, то окислы с него счищаются, канифоль расплавляется и припой равномерно залуживает паяльник. На подготовленную поверхность наносят флюс, захватывают паяльником припой и пропаивают шов. Если для пайки необходимо много припоя, его раскладывают маленькими кусочками на обработанное флюсом место пайки. Неровный шов и следы от паяльника свидетельствуют, что место спайки было недостаточно прогрето или недостаточно обработано соответствующим флюсом.
Когда шов после окончания пайки остынет, его протирают тампоном, пропитанным бензином, и, если допустимо, смазывают минеральным маслом. При использовании в качестве флюса канифоли это делать не обязательно.
После отключения паяльника не следует охлаждать его водой. Он должен остывать постепенно.
Дешевым и достаточно крепким припоем считается третник (2/3 свинца и 1/3 олова). Его легко получить самому. Вначале расплавляют олово, а затем добавляют к нему свинец. Расплав выливают на отрезок стального уголка, чтобы при застывании припой приобрел форму прутка. Если приходится самому изготовлять припой, то при расплаве компонентов нужно начинать с наиболее тугоплавкого.
Флюсы очищают поверхность от окислов и предупреждают ее окисление в процессе пайки. Качество пайки определяется текучестью припоя и зависит в первую очередь от активности флюса. По степени активности флюсы разделяются на три вида: некоррозийные (НК), слабокоррозийные (СК) и коррозийные (К). Некоррозийные флюсы малоактивны, они могут растворить только пленку окислов меди и ее сплавов. Остатки некоррозийных флюсов не вызывают коррозии, поэтому их широко используют при пайке электро– и радиоаппаратуры. Наиболее распространенным некоррозийным флюсом является канифоль и ее растворы. К некоррозийным флюсам также относятся воск, вазелин, стеарин.
Канифоль растворяет окислы при температуре 200–300 °C, т. е. способствует пайке. Но при температуре 310 °C она обугливается и затрудняет ее.
Слабокоррозийные флюсы более активны и лучше очищают поверхность. Они легко испаряются и разлагаются при пайке. Пары или остатки этих флюсов могут вызвать коррозию спаянного соединения, поэтому для ослабления коррозийного действия к этим флюсам добавляют канифоль, вазелин, стеарин, а после пайки их остатки тщательно удаляют. К слабо-коррозийным флюсам относятся некоторые органические кислоты, минеральные масла, глицерин и животные жиры.
Наиболее химически активны коррозийные флюсы. Их применяют преимущественно для пайки черных и цветных металлов со стойкой окисной пленкой. Но эти флюсы вызывают коррозию около шва спайки, поэтому после пайки их тщательно удаляют. Наиболее распространенный флюс этого вида – водный раствор хлористого цинка, к которому добавляют нашатырь, канифоль, вазелин и т. д.
Хлористый цинк в домашних условиях готовят, растворяя цинк в соляной кислоте. Для этого в стеклянную посуду кладут кусочки цинка (для этой цели годятся очищенные корпуса от использованных батареек) и заливают их соляной кислотой. Кислота должна только покрывать цинк. Цинк следует добавлять постепенно до полного прекращения его растворения. Прекращение выделения водорода является показателем прекращения реакции. Когда раствор отстоится, сливают его прозрачную часть и добавляют к ней такое же количество воды.
...
Внимание! С соляной кислотой нужно работать в резиновых перчатках, на открытом воздухе и вдали от источников огня: попадая на кожу, она вызывает ожоги, а пары, образующиеся при реакции кислоты с цинком, вредны для дыхательных путей и взрывоопасны. Раствор хлористого цинка менее опасен для здоровья. Его можно хранить долгое время в стеклянной посуде с притертой пробкой.
Перед началом пайки прежде всего необходимо подготовить паяльник к работе. Для этого рабочий конец паяльника хорошо очищают личным напильником от окислов, одновременно придавая ему клиновидную форму. Если рабочий конец покрыт припоем, его не очищают.
Места, которые нужно спаять, зачищают и подгоняют так, чтобы они плотно прилегали друг к другу. Зачищать их нужно до чистого металла, т. е. полностью удалять окислы, эмаль (на посуде), лаковую изоляцию (на проводах) и т. д. Если необходимо запаять в посуде отверстие диаметром больше 4–5 мм, в него нужно вставить кусочек луженого металла (от консервной банки). Лучше всего, когда между вставкой или другой припаиваемой деталью зазор будет не более 0,3 мм. Припой наносят на место пайки нагретым и залуженным паяльником. При пайке к детали прикасаются не острым краем рабочего конца, а плоским боком, чтобы увеличить площадь контакта. Паяльник прогревает деталь, и припой растекается по поверхности, предварительно обработанной флюсом. Если деталь массивная и трудно прогревается паяльником, то используют электроплитку или электроутюг (его переворачивают, закрепляют ручку в тисках и на разогретую подошву кладут спаиваемые детали). В крайнем случае детали разогревают на газовой печке или паяльной лампой.
Паяльник залуживают в растворе хлористого цинка, канифоли или другом флюсе. Для этого разогретый рабочий конец паяльника на мгновение опускают в раствор флюса и сразу же прикасаются к припою. Электрический паяльник удобно лудить в углублении, сделанном в красном кирпиче, куда предварительно кладут кусочки канифоли и припоя. Если рабочим концом паяльника потереть о кирпич, то окислы с него счищаются, канифоль расплавляется и припой равномерно залуживает паяльник. На подготовленную поверхность наносят флюс, захватывают паяльником припой и пропаивают шов. Если для пайки необходимо много припоя, его раскладывают маленькими кусочками на обработанное флюсом место пайки. Неровный шов и следы от паяльника свидетельствуют, что место спайки было недостаточно прогрето или недостаточно обработано соответствующим флюсом.
Когда шов после окончания пайки остынет, его протирают тампоном, пропитанным бензином, и, если допустимо, смазывают минеральным маслом. При использовании в качестве флюса канифоли это делать не обязательно.
После отключения паяльника не следует охлаждать его водой. Он должен остывать постепенно.
Комментарии
Читайте также: